






















すべての製品
-
 マリア品質はとても良く安定しています.一緒に働くチームに満足しています.今後も何年もビジネスで協力し続けることを願っています. ありがとうございました
マリア品質はとても良く安定しています.一緒に働くチームに満足しています.今後も何年もビジネスで協力し続けることを願っています. ありがとうございました -
ローマン商品をテストした.本当にいい.大注文する.
電話番号 :
86-371-55983717
WhatsApp :
+8613849966565
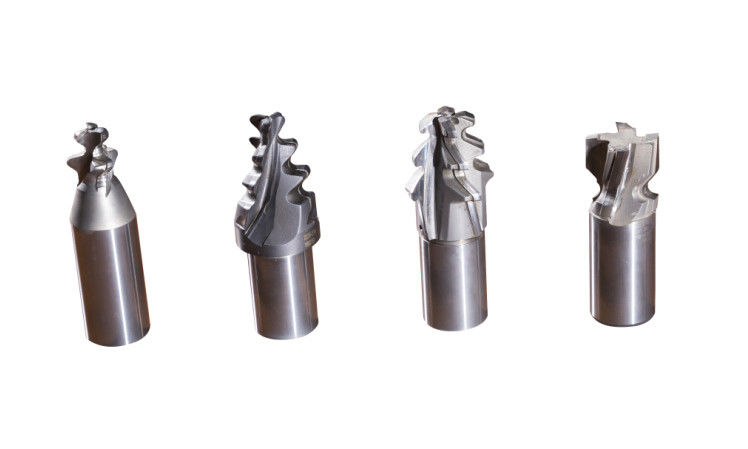
GY8768 GY8785 カービッド切削ツール パーソナルプロフィール エンドミール









| 起源の場所 | 中国 |
|---|---|
| ブランド名 | CAEC |
| 証明 | ISO9001, ISO14001, OHSAS18001 |
| 最小注文数量 | 一つ |
| 価格 | USD 1 for one piece |
| パッケージの詳細 | 輸出のための標準パッケージ |
| 受渡し時間 | 1-3日 |
| 供給の能力 | 1ヶ月あたりの50000部分 |
商品の詳細
| ハイライト | GY8785 カービッド切削ツール,GY8768 カービッド切削ツール,カスタムプロフィール エンドミール |
||
|---|---|---|---|
製品の説明
カービッドプロフィール切削ツールにより部品の表面質が向上し,切削ツール寿命性能と生産性が向上します.CTRIが開発する主要製品は,タービンを含む製造業で使用されています.CTRIはタービン加工,様々なルーツ加工,タービンローターと発電機ローターなど.
炭化物プロフィール工場
応用分野: エネルギー産業 発電設備製造 航空宇宙 不oxidable steel チタン 高温合金加工
ツールの精度:ハンク許容レベルH6,ツールのプロフィール:許容量 + -0.005mm
| 切断データに関する推奨事項 | ||||
| 切断材料 | ステンレス鋼 | 高強度鋼 | ||
| 処理方法 | 粗い | 仕上げ | ||
| 切断速度 (m/min) | 80〜160 | 130〜240 | 32~96 | |
| フード (m/min) | 0.4-12 | 0.4-10 | 0.4-0 だった8 | |
| 切断深さ (mm) | 0.5-25 | 0.5-25 | 0.5-15 | |
| 切る 材料 と コーティング | GY8768 | GY8785 | GY8768 | GY8785 |
| 冷却方法 | 乾燥した | 湿った | 乾/湿 | 乾/湿 |
2.カービッド・ダイ,アブラージョン・ウェア・パーツ,粗質材料
応用分野:エネルギー産業,自動車製造,航空宇宙工具の小さな限界空白,カービード模具,磨損磨損部品の発電機器製造.
3.標準カービッド末端ミール
応用分野:エネルギー産業の発電機器製造,航空宇宙ステンレス鋼,チタン,高温合金とアルミニウム合金,硬化型加工一般的な道具と模具製造.
エンド ミルズ
切断データに関する推奨事項
ライン速度:コーティング (80~100m/m)
塗布されていない (80-100m/m)
単歯飼料: ((0.1-0.2mm/m)
エンド ミルズ
| 仕様とモデル | |
| エッジ直径 | d 4-32 |
| シャック直径 | D68,10,12,14,16,18,20,24,25,32 |
| エッジ長さ | 10から100まで |
| 総長 | L50~200 |
| エッジ番号 | Z23,4,6,8 |
| ヘリックスアングルサイズ | 0°,5°,15°,20°,30°35°40°45° |
単位:ミリ (mm)
角半径ミール
切断データに関する推奨事項
ライン速度:コーティング (80~100m/m)
塗布されていない (80-100m/m)
単歯飼料: ((0.1-0.2mm/m)
角半径ミール
| 仕様とモデル | |
| エッジ直径 | d 4-32 |
| シャック直径 | D68,10,12,14,16,18,20,24,25,32 |
| エッジ長さ | 10から100まで |
| 総長 | L50~200 |
| エッジ番号 | Z23,4 |
| ヘリックスアングルサイズ | 0°,5°,15°,20°,30°35°40°45° |
| 角半径 | R0.5〜10 |
ボールノース・エンド・ミル
切断データに関する推奨事項
ライン速度:コーティング (80~100m/m)
塗布されていない (80-100m/m)
単歯飼料: ((0.1-0.2mm/m)
ボールノース・エンド・ミル単位:ミリ (mm)
| 仕様とモデル | |
| エッジ直径 | d 4-32 |
| シャック直径 | D68,10,12,14,16,18,20,24,25,32 |
| エッジ長さ | 10から100まで |
| 総長 | L50~200 |
| エッジ番号 | Z23,4,6,8 |
| ヘリックスアングルサイズ | 0°,5°,15°,20°,30°35°40°45° |
| 球鼻直径 | R2〜16 |
円形ボール鼻末磨き機
切断データに関する推奨事項
ライン速度:コーティング (80~100m/m)
塗布されていない (80-100m/m)
単歯飼料: ((0.1-0.2mm/m)
円形ボール鼻末磨き機単位:ミリ (mm)
| 仕様とモデル | |
| 円形度 | 2°~10° |
| シャック直径 | D68,10,12,14,16,18,20,25,32 |
| エッジ長さ | 10から100まで |
| 総長 | L100〜300 |
| エッジ番号 | Z23,4, |
| ヘリックスアングルサイズ | 0°,5°,15°,20°,30°35°40°45° |
| 球鼻直径 | R2〜16 |
高速ミール,大きなヘリックスアングルミール,不平等歯ミール
切断データに関する推奨事項
ライン速度:コーティング (80~100m/m)
塗布されていない (80-100m/m)
単歯飼料: ((0.1-0.2mm/m)
| 仕様とモデル | |
| シャック直径 | D68,10,12,14,16,18,20,25,32 |
| エッジ長さ | 10から100まで |
| 総長 | L80~200 |
| エッジ番号 | Z23,4, |
| ヘリックスアングルサイズ | 20° 30° 35° 40° 45° |
| 球鼻直径 | R2〜16 |
交換可能な頭 末端ミール
切断データに関する推奨事項
ライン速度:コーティング (80~100m/m)
単歯飼料: ((0.1-0.2mm/m)
交換可能な頭 末端ミール
| 仕様とモデル | |
| エッジ直径 | d 1012,16 |
| シャック直径 | D 20 |
| エッジ長さ | 20歳 |
| 総長 | L100~200 |
| エッジ番号 | Z34, |
| ヘリックスアングルサイズ | 15°,20°,30° |
| 球鼻直径 | R 56,8 |
| 角半径 | r 0.5- 3 |
4機械クリップ挿入
GY83とGY87の格付けの特殊なフライディングベース材料を開発しました耐磨性も優れた耐磨性も有し,特にピVD複合材のコーティングに適している.材料は主に高温合金,チタン,不?? 鋼,タービンブレード,および他の難加工材料の磨きに使用されます.この種のコーティングは,ステンレス鋼を磨くとき,側面の磨きとクレーター磨きに強い抵抗力があります..
カービッドミール挿入の刃,ローターおよび特殊鋼シリーズ
| 切断データに関する推奨事項 | |||||
| 切断材料 | ステンレス鋼 | 塩基合金 | チタン | ||
| 処理方法 | 粗い | 仕上げ | |||
| 切断速度 (m/min) | 80〜160 | 130〜240 | 40〜120 | 40~60 | |
| フード (m/min) | 0.4-12 | 0.4-10 | 0.6-08 | 0.4-0 だった8 | |
| 切断深さ (mm) | 0.5-25 | 0.5-25 | 0.5-15 | 0.5-15 | |
| 切る 材料 と コーティング | GY8768 | GY8785 | GY8768 | GY8785 | GY8785 |
| 冷却方法 | 乾燥した | 湿った | 乾/湿 | 乾/湿 | 乾/湿 |